■令和5年度 建設マスター・建設マスタージュニア顕彰
令和6年1月31日
厚生労働省労働基準局
労働条件政策課労働時間特別対策室
令和5年11月21日東京都文京区の文京シビックホールにおいて、優秀な技術・技能を有し、後進の指導・育成に多大な貢献をした建設技能者459名が建設マスターを授賞しました。今後更なる活躍が期待される建設マスタージュニアには121名の方が授賞されました。
令和5年度建設マスター
家族や会社関係、多くの人に感謝
(株)九州ワーク 迫田 正宏
 |
17歳から建設関係の仕事に携わり、20歳より㈱九州ワークに入社しました。鉄筋ガス圧接継手は専門的な技術を必要とする職種で、中でも職長の役割は、施工管理、工程管理、安全管理など様々な仕事があります。入社当時は、この職長がなんでもできるヒーローのような憧れの存在でした。その職長を私は目標にして、憧れが実現にできるよう鉄筋ガス圧接継手の専門知識と現場経験を積み、今では現場の安全管理を担うまでになってきました。建設業における構造物の鉄筋ガス圧接継手の重要性と専門的技術を、日々の教育指導で社員に継承していきたいと思います。
今回の建設マスターは、家族や会社関係の多くの人に支えられ協力があったおかげで頂いた特別な賞です。これからも社会に貢献して頑張っていきます。有難うございました。
感謝とともに責任の重さを感じて
(株)前田ガス圧接工業 坂本 信輝
 |
建設マスターという名誉ある賞を頂いて喜びと共に身の引き締まる思いで一杯です。
会社、同僚、仲間に感謝とお礼を言いたいと思います、また一方では責任の重さを感じております。私はこの業界に入り品質が構造物の重要な要素である事を痛感しました。
今後は一層努力し、品質管理に取り組み技能・技術を向上させ、顧客の信頼を得られる様、努力していきたいと思います。後世に残る構造物を造り、この素晴らしい技術を守り継承し、圧接業界が発展していくために、微力でありますが尽力していきたいと思います。
今後、後進の指導教育にも力を入れて行きたいと思います。
皆様のご指導を宜しくお願いいいたします。ありがとうございます。
感謝‼
(株)甲斐ガス圧接 東恩納 裕史
 |
令和5年度優秀施工者国土大臣顕彰を受賞するにあたり、全国圧接業協同組合連合会・事務局及び弊社代表にはご尽力を頂き大変感謝しております。私は土木・建築の鉄筋継手工事に携わり33年が過ぎました。その中で色々な経験と知識を得ることが出来たと自負しております。この経験や知識を弊社の後輩達にしっかりと伝え継承し会社の成長に少しでも役立てることが使命と感じております。また私自身も日々成長できるようコツコツと努力を惜しまずに「継続は力なり」を座右の銘とし社会貢献に努めて行く所存です。最後に結婚して31年ほぼ毎日お弁当を作ってくれている妻には心より感謝‼ Thank You
感謝の気持ちを忘れず
(有)益子ガス圧接 益子 尚道
 |
この度は、建設マスターという名誉ある賞をいただき、ありがとうございました。
今までの自分が歩んできた道のりを振り返ると、圧接技術に携わり36年の月日が経ちました。そんな人生の節目にこの様な賞を受賞できたことは、恩師や諸先輩方のご指導と、恵まれた技術教育環境を提供していただいた、皆様のおかげがあったからと、感謝の念に堪えません。
これからも、この賞を頂いたことにおごり高ぶることなく、感謝の気持ちを忘れずに微力ではありますが、建設業界の進歩発展に貢献することができればと思います。
今後も皆様のご指導ご鞭撻のほどよろしくお願いいたします。
ありがとうございました。
令和5年度建設ジュニア
家族、会社に感謝
(有)北総工業 野口 将太
 |
この度は建設ジュニアマスターという、名誉ある賞を頂き心から感謝、そして嬉しく思っています。この賞を受賞できたのも全国圧接業協同組合連合会、同僚、家族のサポートがあっての受賞だと思っています。㈲北総工業へ入社して約16年、厳しい先輩方の指導のもと、負けていられないという熱い気持ちで日々精進し、妥協せずひとつひとつの圧接の品質に向き合い努力してきたのがこの様な名誉ある賞を頂ける結果に繋がったのではないかと思います。父であり社長であり厳しく圧接の事を教わってきたのが間違いでなかったと、再確認出来たのが何より嬉しいです。若輩者ですが今後は後進への技術指導、圧接のレベルアップ等、より一層精進し、自分自身もレベルアップを図って行きたいと思います。今後も皆様のご指導ご鞭撻を頂きますよう、宜しくお願いします。ありがとうございました。
ページトップへ▲
■建設業における時間外労働の上限規制について
令和6年1月31日
厚生労働省労働基準局
労働条件政策課労働時間特別対策室
働き過ぎを防ぎ、ワークライフバランスと多様で柔軟な働き方を実現するために、働き方改革が進められています。建設業はこれまで、時間外労働の上限規制の適用が猶予されてきましたが、今年4月から、いよいよ適用が開始されます。
1 建設業における上限規制の概要
(1)上限規制の内容
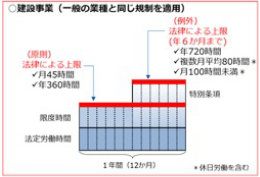
今年4月から建設業に適用される上限規制は、図1のとおりです。
このように、今後は建設業においても、時間外・休日労働を合わせて、
・1か月100時間未満
・複数月(2〜6か月)平均80時間以内
とする必要があります。
また、時間外労働は、1年を通して720時間まで、その中で1か月45時間を超える月数は6回までとなっています。
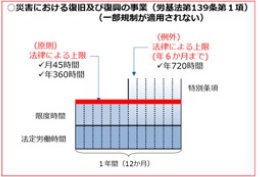
なお、災害時における復旧及び復興の事業については例外があります(図2)。また、災害等により臨時の必要がある場合には、図2とは別に、あらかじめ労働基準監督署長の許可等を得ることで、36協定で定めた時間を超えて時間外・休日労働をさせることも可能です。
 |
 |
| (図1) | (図2) |
上限規制について、詳しくはこちらのパンフレットをご覧ください。
パンフレット【建設業 時間外労働の上限規制 わかりやすい解説(PDF)】
(2)36協定について
上限規制の適用後には、届出に用いる36協定の様式も変わります。
通常は様式9号(特別条項なし)又は様式9号の2(特別条項あり)を用いますが、災害時における復旧及び復興の事業に従事することが想定される場合は、様式9号の3の2又は様式9号の3を用います。
特別条項は、臨時的な特別の事情があって、限度時間を超えて時間外労働をさせる必要がある場合に設定します。臨時的な特別の事情としては、例えば、「突発的な仕様変更への対応」や、「納期ひっ迫への対応」などが考えられます。記載例は⑴のパンフレットをご覧ください。
各様式はこちらから入手することができますので、ご参照ください。
【主要様式ダウンロードコーナー(労働基準法等関係主要様式)|厚生労働省】
2 建設業の上限規制の適用に向けた取り組み
建設業は、出勤日数が多く、労働時間が長い傾向にあり、その背景には、短い工期が設定されるなどの取引慣行上の課題があることから、厚生労働省では、国土交通省とも連携して、発注者の理解、協力を得るための取り組みを進めています。
(1)広報活動の展開
発注者の理解、協力を得るためには、まずは業界が抱える課題、働き方改革の重要性を広く国民の皆さんに広く知っていただく必要があります。
そのため、俳優の小芝風花さんによる働き方改革PR動画を昨年9月に公表するなど、4週8閉所や、週休2日制を踏まえた適正な工期設定について、国土交通省とも連携して、広く周知してきました。
今年4月に向けて、発注者の皆さまの協力をより一層得られるよう、テレビCMの展開など、広報活動に引き続き力を入れていきます。
働き方改革PR動画はこちらからご覧ください。
(2)働き方改革に取り組む事業者への支援
厚生労働省では、これまで、生産性を向上させ、労働時間の削減や週休2日制の推進に向けた環境整備に取り組む建設業の中小企業・小規模事業者の皆さまを、「働き方改革推進支援助成金」により支援してきました。
令和6年度も、建設業等に特化した「業種別課題対応コース」を設けて、支援を実施する予定です。
また、中小企業等の皆さまが働き方改革に着実に取り組んでいただけるよう、各都道府県に設置している「働き方改革推進支援センター」において、労務管理や各種助成金の活用等について、相談対応やコンサルティングを行っていきます。
働き方改革推進支援センターへのご相談にあたっては、こちらをご覧ください。(働き方改革特設サイト)
建設業で働く方は、インフラを支え、災害があれば復旧・復興のために誰よりも早く駆けつけて人々やその暮らしを守る、社会になくてはならない存在ですが、建設業労働者のうち、4分の1以上が60歳以上となっている一方29歳以下は1割程度にとどまっているなど、将来の担い手確保が急務です。
若い方が建設業界に入って来やすくなるよう、魅力的な職場環境作りを行っていけるようにするためには、これまでの短期間の工期による仕事の仕方を見直していく必要があります。
 |
厚生労働省は建設事業者に向けた支援を継続するとともに、国土交通省とともに、働き方改革への協力を広く呼びかけていきます。
皆さまにおかれましても、引き続き働き方改革への積極的な取り組みをよろしくお願いいたします。
ページトップへ▲
年頭所感
■原点回帰元年 圧接を継承していくために
令和6年1月31日
 |
| 全国圧接業協同組合連合会 会長 嘉藤 裕一 |
新年あけましておめでとうございます。
本年もどうぞよろしくお願いいたします。
2024年の幕が開け、1月1日に能登半島地震、1月2日は羽田空港で日航機と海上保安庁の航空機が衝突する事故が起きました。
このたび、震災で被災された皆様、航空機事故により被害にあわれた方々に心よりお見舞い申し上げます。
今後、全国圧接業協同組合連合会(全圧連)としても災害に対する支援体制を含めた有事に即時対応できるクライシスマネジメントを構築していかなければならないと新年早々感じました。
年初にあたり、全圧連のアクションプログラムについてお話ししたいと思います。昭和61年3月7日、全圧連は近代化に向けて中小企業近代化促進法に基づく、特定業種指定を受けました。同年4月9日建設省告示第989号において近代化計画が発表され、同年4月21日、第1次構造改善計画がスタートしました。
構造改善計画は5か年にわたる目標を掲げ実現に取り組み、業界の地位向上に向けて動き出しました。1次から38年が経ち、現在、第7次構造改善計画(令和2年度〜令和7年度)を実施しています。このように全圧連では持続可能な未来を築くために目標を掲げ取り組んできました。これは時代が変わっても諸先輩から引き継いできた財産であります。
第7次構造改善計画では、業界の存続と継承のためにカーボンニュートラルと技術継承に取り組んでいます。燃料を燃やして鉄筋をつなぐ我々の技術は、CO2の問題は避けて通ることはできません。
この問題解決の道標として、DX(デジタルトランスフォーメーション)とGX(グリーントランスフォーメーション)に取り組むことが重要です。DXはデジタル技術を活用した変革、GXはエネルギーの転換による変革です。DXを駆使してエネルギーの効率化を図ることで、高分子天然ガス圧接、水素エチレン混合ガス圧接等、代替エネルギーへの転換を視野に入れたGXを実現することが可能となります。このようにDXとGXは全く関連性がないように思えますが、2030年の温室効果ガス排出量46%削減(2013年度比)の目標に向けて、GXを推進していくためには、DXは重要な鍵となります。
また、最盛期には5,800名の技量者がいました。近年、技量者の高齢化と若年者の雇用を確保できず2,274名(2023年3月末)まで減少しています。年々減少する技量者、この状況下では2030年には技量者は2,000名を切ることになります。そうなれば技術継承どころか施工体制すら組むことができなくなってしまいます。
全圧連では慢性的な技量者不足を解消するために、特定技能外国人の雇用を拡大し、圧接継手の担い手として、彼らを育成していくことが喫緊の課題となっております。日本は少子高齢化という負のスパイラルに陥っています。もはや日本人だけで抜け出すことはできません。ここから脱出する鍵は共存です。
東南アジア諸国と共存し、共に支え合って経済基盤を確立していく。そのためには東南アジア諸国から若者を受け入れ、日本の若者とともに圧接技術を次の世代につないでいかなくてはなりません。そして安心して働ける環境を整え、夢のあるライフプランを提供すること、それが我々の使命であります。
最後に、(公社)日本鉄筋継手協会との意見交換会が3年ぶりに開催されました。協会と業界が車の両輪として、新たな一歩を踏み出す時が来ました。コロナ禍の3年間、様々な苦労を乗り越え、再び膝を交えることができました。
 |
70年の歴史ある圧接継手。この技術を(公社)日本鉄筋継手協会ともに100年、200年と残していく基盤作りのための原点回帰の元年と捉え、圧接の本筋を見失わないように業界の舵取り役を担っていきたいと思います。
今年も関係各位のご指導、ご鞭撻よろしくお願いいたします。
ページトップへ▲
新年のご挨拶
■災害に強い国造り 持続可能な国造りをサポート
令和6年1月31日
 |
| 公益社団法人 日本鉄筋継手協会 会長 衣笠 秀行 |
新年、明けましておめでとうございます。
皆様にはご健勝にて新年をお迎えのこととお慶び申し上げます。また、平素より公益社団法人日本鉄筋継手協会の事業に対しまして、格別なるご理解とご協力をいただいており、厚く御礼申し上げます。
コロナもようやく終息し、また、日本鉄筋継手協会内のごたごたもようやく終わりが見えてまいりました。現在協会は、ここ数年に起こった様々なことの後遺症から抜け出すべく、また、本来の活動を取り戻すべく、継手協会一同、全力を尽くしておる状況です。具体的には特に、財務状況の改善、組織の再構築、要員認証・認定事業の立て直し、の3つに取り組んでいます。これら等に関しまして、全国圧接業協同組合連合会様からはガス圧接技量検定試験における会場の安全性の確保や、優良圧接会社・A級継手圧接施工会社認定料金見直し、などについて多大なるご協力を頂いております。お陰様で着実に前に進むことができたと感じています。この場をお借りして、改めて心から感謝を申し上げます。
最近の地震その他の自然災害によりまして経済損失や生活被害の問題が大きく取り上げられるようになってきています。つい先日も、令和6年1月に石川県能登地方でマグニチュード7.6の「令和6年能登半島地震」が発生し、石川県の志賀町で震度7を観測するとともに、沿岸域では津波も観測され、広い範囲で被害が生じ、住民の皆様に耐えがたい生活被害をもたらしています。被災された皆様、ならびにそのご家族の皆様に心よりお見舞い申し上げます。また、被災地が一日も早い復興を成し遂げ住民の皆様の生活が平穏に復することをお祈り申し上げます。
日本は風光明媚な、自然豊かな美しい国ですが、度重なる自然災害にさらされ、その度に国民が力を合わせ力強い復興を成し遂げてきました。この度重なる災害から立ち上がってきた回復力とは何なのか。日本が持つ回復力の大きさを適切に評価し、かつ、この回復力を維持・拡大していくことが今の日本には求められています。
回復力は、日本の経済力であるという方がいます。地震被害が生じた場合にお金を投入すればよい、といった考え方です。しかし、十分なお金を投資したからと言って回復が進むわけではないということが最近の自然災害で分かってきました。
兵庫県南部地震(1995)、東日本大震災(2011)、熊本地震(2016)、21年豪雨被害(2021)など最近の自然災害では、回復の妨げになった要因の第一が人手不足であり、最近の建設作業員数の低下が回復を遅らせているという報告がされています。日本の持つ回復力は建設技能者・技術者の数と言えます。
2020年度末のデータでは建設業就業者数は約492万人となっており、1997年の約685万人からおよそ28%も数を減らす結果となっており、このことは日本の回復力の低下が深刻に進行していることを意味しています。災害に強い国を実現するためには、建設技能者・技術者を大切にし、増やしていくことが求められます。
鉄筋継手には、ガス圧接継手、溶接継手、機械式継手などがありますが、ガス圧接継手に関しては高い施工品質が維持されており、問題となるような話は一切なく、鉄筋継手工法におけるガス圧接の地位はゆるぎないものと言えます。これは、全国圧接業協同組合連合会様が日本全国のガス圧接継手の品質向上のために日々ご尽力されていることによって実現されています。
全国圧接業協同組合連合会様は日本の建設力とともに、自然災害に対する社会の回復力の一翼を担っています。日本鉄筋継手協会は全国圧接業協同組合連合会様をサポートすることによって、災害に強い国造り、持続可能な国造りのお役に立てればと考えています。
本年も引き続き、鉄筋継手の品質確保と向上のために新たな取組みを積極的に進めてまいりますので、全国圧接業協同組合連合会の皆様のご支援ならびにご協力を賜りますようお願い申し上げます。

|
ページトップへ▲
■令和5年 建設事業関係功労者等国土交通大臣表彰 草間 孝氏が受賞
令和5年7月10日
和5年度建設事業関係功労者等国土交通大臣表彰を受賞しました。草間氏は岩谷瓦斯㈱との共同開発による次世代の燃料、水素エチレン混合ガスによる圧接継手の実用化に成功し、その功績が認められての受賞となりました。
受賞のことば
 |
この度、令和5年建設事業関係功労者等国土交通大臣表彰の受賞にあたり、全圧連をはじめ関係者各位にご尽力を頂き受賞することができました。
親子二代にわたり建設事業関係功労者等国土交通大臣表彰を受賞させていただき身に余る光栄と存じます。今年、還暦を迎え節目の年に受賞させて頂き感慨も一入でございます。また、圧接業界とゆかりの深い斉藤鉄夫大臣よりこの賞を頂戴することに、心より感謝申し上げます。
父、草間友一より会社を引き継いでから20年余、継手の要求事項も変化してまいりました。品質はもとより地球規模での環境問題に取り組み、また次世代の担い手確保など、様々な課題に取り組んでいく所存でございます。
微力ながら業界発展のために尽力いたします。皆様のご指導ご鞭撻を賜りますようよろしくお願いいたします。
ページトップへ▲
■一人親方とインボイス制度
二者択一の決断について
令和5年7月31日
大原大学院大学教授 熊王税理士事務所 税理士 熊王 征秀
 |
| 大原大学院大学教授 熊王税理士事務所 税理士 熊王 征秀 |
インボイスの導入まで残り2か月となりました。インボイスの時代になると、元請事業者は下請事業者からインボイスを貰わないと負担する消費税が増えてしまいます。よって、インボイスの登録をしない下請事業者との取引については、価格交渉による外注費の値下げは避けられないものと思われます。
一人親方のような下請事業者は、インボイスの登録をせずに外注単価の引き下げを受け入れるか、インボイスの登録をして従来通り消費税相当額を受領した上で申告納税するか、いずれかの二者択一を迫られているということです。
令和5年10月1日から登録を予定している事業者は、直前の9月30日までに登録申請書を提出する必要があります。ただし、インボイス登録センターがとても混み合っていますので、早めに登録しておかないと登録の完了通知が届くのが遅くなってしまい、元請事業者に迷惑を掛けるようなことにもなりかねません。登録の決断ができた下請事業者は、なるべく早く登録手続を済ませるようにして下さい。
ところで、小規模事業者がインボイスの登録をした場合には、令和5年度改正により新たに創設された「2割特例」という制度を適用することができます。「2割特例」とは、免税事業者がインボイスの登録事業者を選択した場合には、納付する税額を売上税額の2割とする制度です。よって、建設業の場合には、簡易課税制度の適用を受け、第4種事業として申告する場合に比べると納税額は半額で済むことになります。
例えば、年間の課税売上高(税抜)が600万円の場合、簡易課税による納付税額は24万円(600万円×10%×(1−60%)=24万円)となるのに対し、2割特例による納付税額は12万円(600万円×10%×(1−80%)=12万円)で済む計算になります。
簡易課税制度の適用を受ける場合には、原則として事前に「簡易課税制度選択届出書」を提出しておく必要がありますが、2割特例については届出書の提出は必要ありません。確定申告書の該当箇所にマルを付け、簡単な付表を添付するだけで申告ができます。また、簡易課税制度のような2年間の継続適用義務もありません。
 |
ただし、個人事業者の場合には、2割特例は令和8年分までしか使えません。よって、改正により制度が延長されない限りは、令和9年分以降の申告は簡易課税制度の適用を検討する必要があります。また、2年前(基準期間)の課税売上高が1千万円を超える場合にも2割特例は使えませんので、売上高が事業者免税点の1千万円を前後している事業者は、2割特例が適用できるかどうかということを事前に確認しておく必要がありそうです。
| 2割特例が適用できる年はいつか? |
 |
2割特例の適用を受けた個人事業者が、その翌年に簡易課税制度の適用を受けようとする場合には、「簡易課税制度選択届出書」は適用を受けようとする課税期間中に提出すればよいことになっています。たとえば、インボイスの登録をして令和5年分の申告から2割特例の適用を受けた個人事業者は、令和5年中の課税売上高が1千万円を超える場合、令和7年分については2割特例の適用を受けることができません。このようなケースでは、令和7年中に「簡易課税制度選択届出書」を提出することにより、令和7年分を簡易課税により申告することができます。
(注)届出書の提出期限は令和7年分の確定申告期限(令和8年3月31日)ではありませんのでご注意ください。
また、令和6年分の課税売上高が1千万円以下となった場合には、令和8年分は再び2割特例が使えます。2割特例は、「簡易課税制度選択届出書」が提出されていても選択により適用できるということです。
| 「簡易課税制度選択届出書」の提出期限 |
 |
ページトップへ▲
■巻頭言
業界の直面する問題と継手の将来を見据えて
─協会と業界が車の両輪として進む道─
令和5年7月31日
 |
| 全国圧接業協同組合連合会 会長 嘉藤 裕一 |
令和5年5月8日、コロナが「5類感染症」となり通常の経済活動に戻りつつあるところです。全国圧接業協同組合連合会(以下、全圧連)も山積している課題を1つ1つこなして、組合員の皆様のために尽力していきたいと思います。
令和4年2月、ロシアがウクライナに侵攻してから、世界のエネルギー事情、食料事情は大きく変わりました。ロシアのCNGは17%で世界第2位の産出量を誇っています。エネルギー供給バランスの崩れは製造業を直撃しました。また、ウクライナと制裁を課されたロシアという、ふたつの異なる理由で穀物の輸出は滞り、世界が食糧危機に陥っているという事実には変わりありません。
その結果、全ての物価が上がる異常事態となっており、すでに20%以上の値上げとなっている商品も数多くあります。圧接業界も値上げにともない受注単価がスライドしていけば問題ありませんが、現実は厳しいものがあります。
このような状況下、我々の喫緊の課題はアセチレンの値上げです。防衛策として、なるべく値上げの少ないエネルギーへ早期にシフトをしていくことも視野に入れて準備をしていくことが必要です。今から準備しても1年先で即座に転換できるものではなく、2年先、3年先を見据え企業体力のあるうちに決断する。あわせて、機材の購入が必要であれば、助成金をフルに活用して乗り切っていかなくてはなりません。これから様々なカーボンオフセットの燃料がでてきます。しかし、それまでに業界がどのようになっていくか、あらゆる状況を想定して、圧接というバトンを繋いでいかなくてはなりません。そのためにも受注単価の値上げを行い処遇改善を推進しなければ、ライフプランも描けない業界に誰も入職しなくなります。我々は重層構造において、常に不利な状況下にあります。この状況をご理解いただき処遇改善を進めるために北海道から西日本の5地区の理事長が連名で声明文を出すことになりました。関係各位のご理解を切にお願いする次第です。
山積する課題を解決して圧接技術をつないでいくには人材を確保することが重要です。しかし、現実は慢性的な担い手不足の状況です。令和4年の出生数は前年比6.1%減の79万9728人で、統計開始以来、初めて80万人を割り、10年早く少子化が進む結果となりました。昨年生まれた赤ちゃんが1人前になるまで20年近くかかります。少子化の日本はこれから海外に人材を求めなくてはなりません。そんな中、技能実習と特定技能外国人の統合、そして特定技能2号評価試験が11月開始予定と発表されました。これにより永住を目的とした外国人に門戸が開かれることになります。日本は諸外国の方々と共に生活し共に働き、継手の品質を守り日本の建築、構造物を支えていかなければなりません。
圧接業界も外国の方が技量検定試験を受験して1種、2種、3種、4種と技術を取得できる道を日本鉄筋接手協会と連携して開いていかなければなりません。そして5年先には家族と共に日本で暮らす、そんな将来を描ける礎を築くことが我々の責務です。
外国の方に圧接を教え、日本で学んだ技術やキャリアを自国に帰って活かすために日本鉄筋継手協会と連携して、圧接が海外で施工できるように道を拓かなくてはなりません。外国人技術者を育成することで日本の圧接から世界の「ASSETSU」へと道は拡がっていくと考えます。